實(shí)例說明五金沖壓件工藝方案的確認(rèn)過程
沖壓件廠的工藝人員在設(shè)計沖壓件的工藝前����,要對這個沖壓件產(chǎn)品進(jìn)行沖壓加工的可行性分析����,也叫工藝性分析��,然后確定這個沖壓件工藝方案����。下面就以實(shí)例來說明下
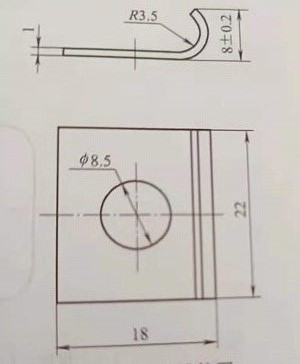 上圖是某五金沖壓件廠家生產(chǎn)的壓板��,材料10鋼�����,厚度1mm�,中批量生產(chǎn)�����,試進(jìn)行彎曲工藝設(shè)計�����。
由上圖我們可以看出��,這是個沖壓彎曲件���,形狀較為簡單��,除了高度(8±0.2)mm有精度要求外�����,其余尺寸沒有精度要求�����,材料為10鋼���,沖壓性能較好�。根據(jù)其形狀和尺寸要求���,可采用的沖壓工藝方案有:
種方案是采用單工序模��,即落料-彎曲-沖孔��;
第二種方案是將落料�、沖孔工序合并為復(fù)合模����,即落料�����、沖孔-彎曲成形�����。
分析彎曲工藝性要求����,該沖壓件的相對彎曲半徑r/t=3.5<5�,變形程度較大�,因此回彈量不大,但該制件形狀不對稱����,彎曲時應(yīng)重點(diǎn)解決坯料的偏移問題。應(yīng)采用先沖出的孔定位����,以防止偏移。同時考慮制件為中批量生產(chǎn)�����,因此,采用方案二較好����,精度、結(jié)構(gòu)��、尺寸和材料能滿足工藝要求�����。
沖壓件廠的工藝人員在拿到?jīng)_壓件的產(chǎn)品圖后必須進(jìn)行充分的可行性工藝分析�,才能確定出較為切實(shí)可行的沖壓生產(chǎn)工藝方案。
上圖是某五金沖壓件廠家生產(chǎn)的壓板��,材料10鋼�����,厚度1mm�,中批量生產(chǎn)�����,試進(jìn)行彎曲工藝設(shè)計�����。
由上圖我們可以看出��,這是個沖壓彎曲件���,形狀較為簡單��,除了高度(8±0.2)mm有精度要求外�����,其余尺寸沒有精度要求�����,材料為10鋼���,沖壓性能較好�。根據(jù)其形狀和尺寸要求���,可采用的沖壓工藝方案有:
種方案是采用單工序模��,即落料-彎曲-沖孔��;
第二種方案是將落料�、沖孔工序合并為復(fù)合模����,即落料�����、沖孔-彎曲成形�����。
分析彎曲工藝性要求����,該沖壓件的相對彎曲半徑r/t=3.5<5�,變形程度較大�,因此回彈量不大,但該制件形狀不對稱����,彎曲時應(yīng)重點(diǎn)解決坯料的偏移問題。應(yīng)采用先沖出的孔定位����,以防止偏移。同時考慮制件為中批量生產(chǎn)�����,因此,采用方案二較好����,精度、結(jié)構(gòu)��、尺寸和材料能滿足工藝要求�����。
沖壓件廠的工藝人員在拿到?jīng)_壓件的產(chǎn)品圖后必須進(jìn)行充分的可行性工藝分析�,才能確定出較為切實(shí)可行的沖壓生產(chǎn)工藝方案。
推薦文章:
沖壓件廠模具制造條件及水平對沖壓方案的制約

械制造有限公司")


